WELCOME TO NAN JING JSC TRADING CO., LTD.
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
 |


| Quantity: | |
|---|---|
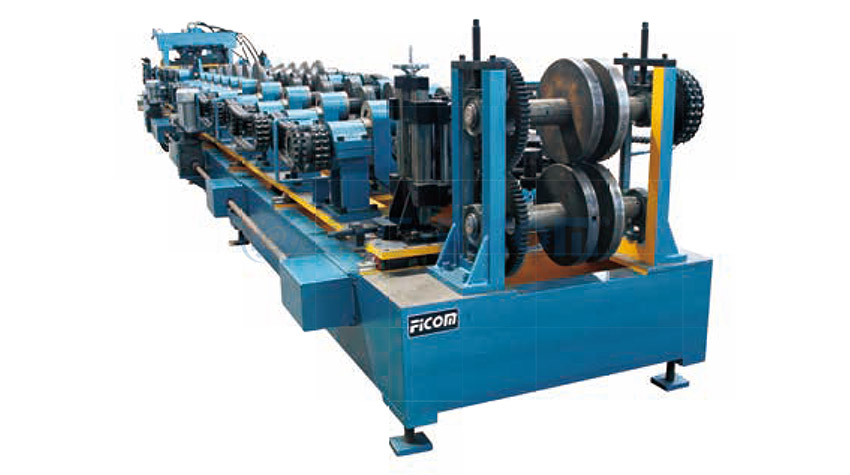
FICOM
1 Manual Decoiler |  | This decoiler is passive type, could load coil by expant the bolts fix at coilinner diameter, it’s easy to operate and economical solution. |
2 Guiding Device |  | Adopt guiding bar and sliding block to control the width and position of the steel sheet, The coil is guided in the correct position and passed to the punching dies and the roll forming equipment. Can adjust the guiding bar with loosing the fixing bolts to feed sheet in right position. it’s fixed structure to make sure can not move easily. |
3 Leveling device |  | Seven small rollers leveling device which can achieve good leveling quality, turn down the up three roller after feeding sheet, adjust it according to the leveling result. This is easy to use. |
4 Punching Device |  | The punching dies adopt cr12 with quenched treatment and the hardness can reach to HRC-55-62. Drived by Hydrauilc station, adopts frame structure. The length of the punching distance could be programmed by PLC. |
5 Cutting Device |  | A: Adopts pre-cutting, the cutting blade material is Cr12 with quenched treatment. Pre-compressing cutting device can make high quality products without ent reshape and can cut any length product. B: The cutting action is droved by the power from hydraulic station which guarantees the precision of cutting and low noisy, long life. |
6 Roll Forming System |  | Including machine frame, transmission system, electrical motor and forming system. A: Machine frame adoptsframe structure with shot blasting and painting treatment B: All rollers material adopt high quality Cr12 steel, with uenching treatment. All fabrication by ful CNC machines, to make sure the rollers with good rigidity and precision, and form perfect roofing sheet as per design. C: Cycloidal pin gear speed reducer motor driven, the back/forward roller driven by chain, part of upper/lower rollers driven by gear D: Adjust the excentricity of the passive rolls to adjuxt the distance between upper/lowe rollers for difference thickmess of sheet. E: Adjust the distance the rolls to satisfy different width and height of the Z or C shape purlin, this adjustment is stepless, so could ge variety purlin size. F: Overturn the single-side’s rolls to 180 to Exchange producing C&Z purlin, it is convenient and quick operation. |
7 Hydraulic Station |  | A: Supply the initial power to the cuter through a closed oil tank. It is off when without cutting, which can save the power. B: Compressing hydraulic valve system supplies steady hydraulic power and has good working performance. C: All vaves, motors, pumps and pipes are from high quality Chinese famous brand suppliers. |
8 PLC Control System |  | A: Adppts PLC control and frequency adjust speed, length measurement encoder calculation technology, realize the automatic production. B: Touch Screen Operation, high quality components, such as Mitsubishi PLC, transducer and touching screen, Omron min adopt i-relays, Schneider AC contactor, switches, and so on. C: The system uses modular structure with convenient, reasonable wiring arrangement. |
9 Finished Panel Supporter |  | It can be used to hold finshed panels. We supply 2 pieces with length of 2000mm.Normally 2 Pieces supporters together can hold 7000mm panels. |
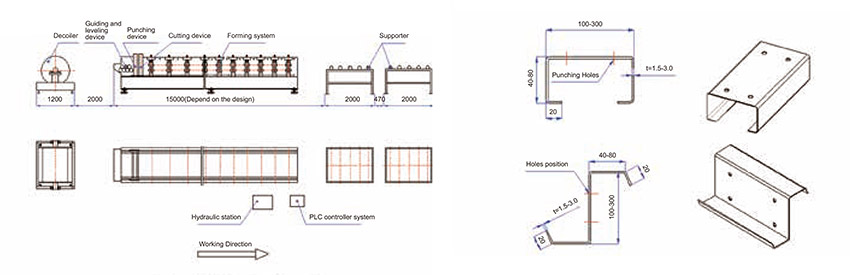
Working Step
Decoiling the sheet → Sheet guiding → Leveling sheet → Punching Holes →
Measuring Length → Cutting the sheet → Roll forming the panel → Panels to the supporter
Sample Drawing